钣金折弯工艺孔怎么使用?
钣金工艺孔的作用
钣金工艺孔是为了钣金折弯过程中不至于拉料。当钣金折弯线交叉于一点时,或钣金折弯线与钣金棱边接近,且小于2倍板厚时,需要增加钣金折弯工艺孔避免折弯拉料。折弯工艺孔一般都用在包边折弯的钣金件上,不是包边折弯的,可以不用开工艺孔。
不开工艺孔的缺点:那样边角会少材料厚度,焊接需要填料,还容易引起焊接变形。
开工艺孔的优点:包边情况下,折弯工艺孔可以让被包边顺利的折弯到位,而不至于折弯拉料。
钣金折弯工艺孔开孔技巧
工艺孔大小怎么确定?
钣金工艺孔大小要看工艺孔的位置而定,如果工艺孔在两条线交叉点上时,工艺孔为2倍的板厚。最小不能小于1.5倍的钣金厚度。钣金厚板折弯时,考虑到折弯圆角时,工艺孔还要适当的加大。
这种工艺孔的不足之处:这样做出的工艺孔,折弯后,尤其是厚板,折弯角亏料很严重,不美观也不好焊接。这时就需要改进工艺孔的制作方法。
工艺孔的优化方法
可以根据折弯边包边情况而定,考虑板厚、折弯圆角的避让来确定钣金工艺孔。看下面图中的举例说明。
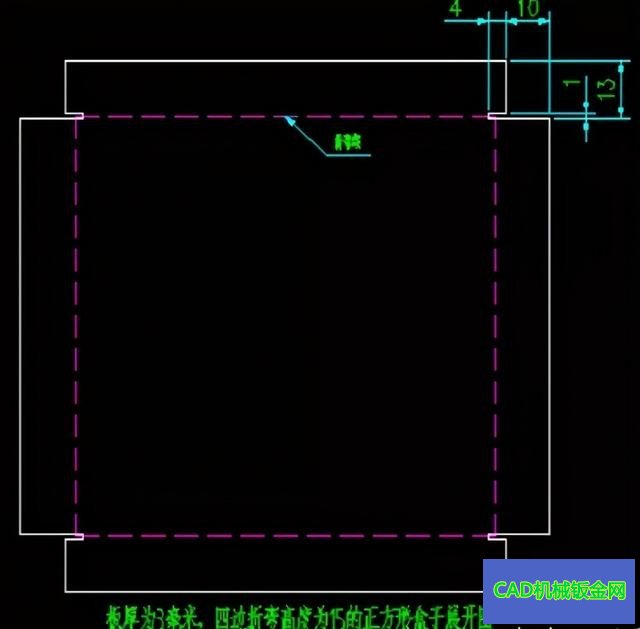
上图为:钣金材料厚度为3毫米,四边折弯高度为15毫米,一个正方形钣金盒子。
工艺孔改进方案
下料方式改进:钣金下料有两种方法,数控冲下料和激光切割下料。数控下料,折弯工艺孔一般都开圆孔,方孔或长条孔受模具限制,不好实现。上图为3毫米钣金,所以采用激光切割下料。
工艺孔形状改进:折弯工艺孔若采用长条形,可避免折弯后美观问题。
长条形工艺孔尺寸怎么确定:宽度一般我都设置为1mm,既不影响美观,又不影响钣金折弯变形释放。深度尺寸计算方法:10毫米=折弯高度-3毫米折弯系数5;4毫米=钣金材料厚度+1。
工艺孔改进效果
这样折弯成形后的钣金件,只有一个1毫米的窄缝。看三维效果图:
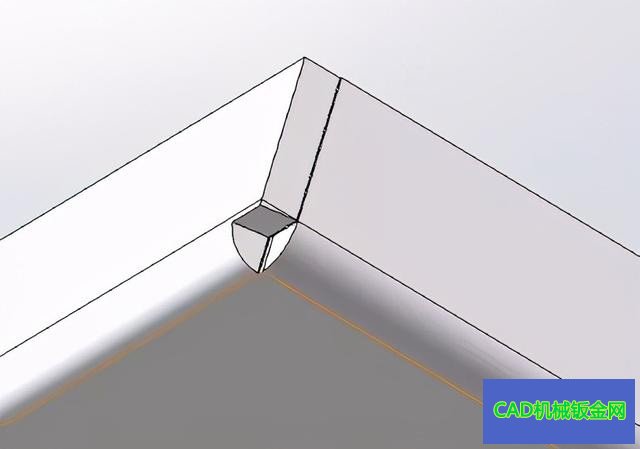
这样制作的工艺孔折弯后,折弯角处很好处理。基本上不用填焊料就可以焊接好。
为什么要避免折弯拉料
折弯拉料的害处:1.影响折弯尺寸,拉料过程中,要强行撕开钣金厚度需要很大的力,力的方向不确定,会造成工件移动,从而造成尺寸位移。
2.折弯模具容易损坏,前面说过,尖角处会有很大的力,会超过模具的承受能力,造成崩角,损坏的现象。
折弯定位工艺孔使用标准
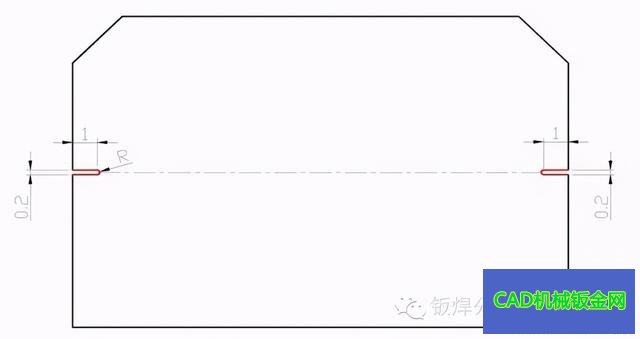
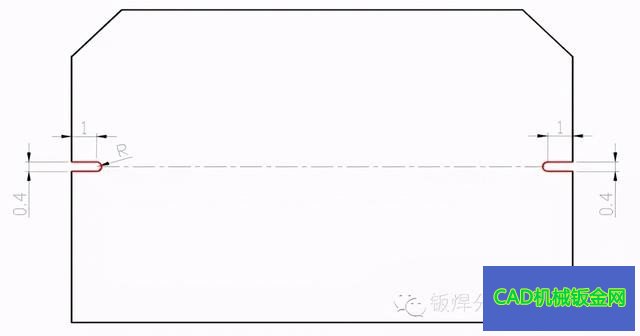
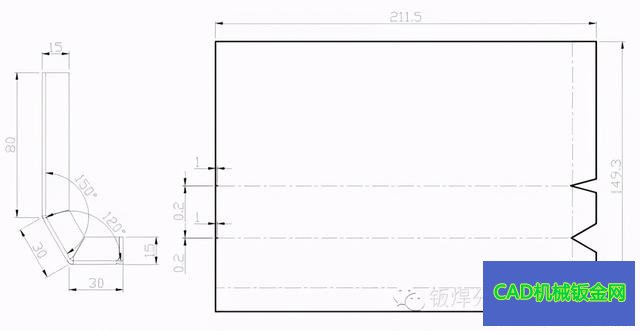
一、工艺孔大小及形式:
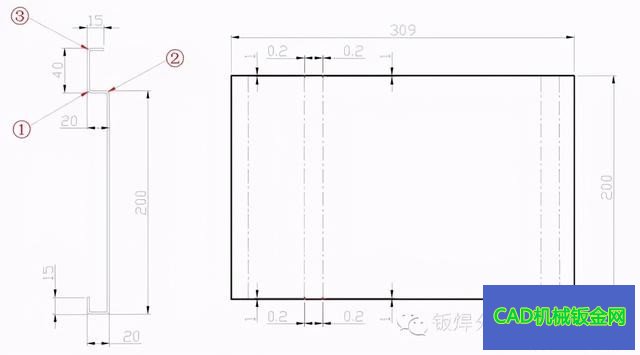
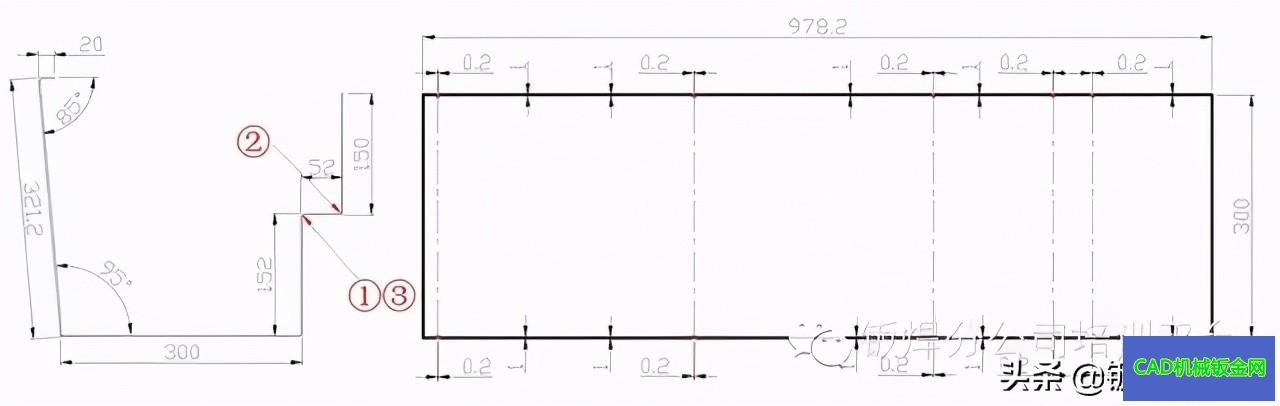
1、薄板折弯定位工艺孔,开口尺寸为1mmX0.2mm根部R 0.1mm,适用于板厚≤3mm。
2、厚板折弯定位工艺孔,开口尺寸为1mmX0.4mm根部R 0.2mm,适用于板厚3mm-6mm。
-
使用范围:
1、角度类型:折弯角度不是90度的,折弯位置全部开定位孔,包括叠边折弯。
2、对接类型:外观零件或精度要求高的对接零件,折弯位置全部开定位孔。
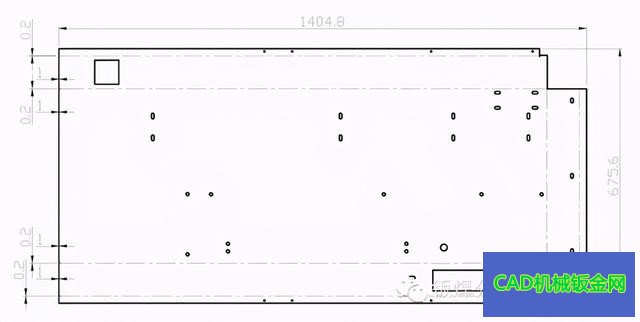
3、大尺寸类型:折弯尺寸大于200mm的,折弯位置全部开定位孔。
4、连续弯多复杂类型:连续弯多复杂的零件,从第三弯边开始增加定位孔。
5、折弯顺序类型:无法按正常折弯顺序加工的零件,折弯位置全部开定位孔。
6、重复过弯类型:由于受折弯设备限制需要重复过弯的零件,折弯位置全部开定位孔。
7、不能顶靠挡尺:不能顶靠挡尺类型的零件,折弯位置全部开定位孔。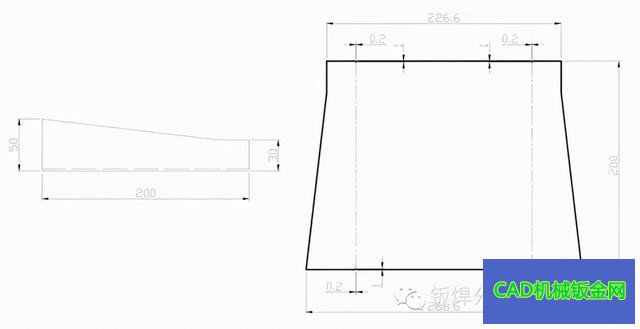
8、导轨类型:导轨类型的零件折弯位置全部开定位孔。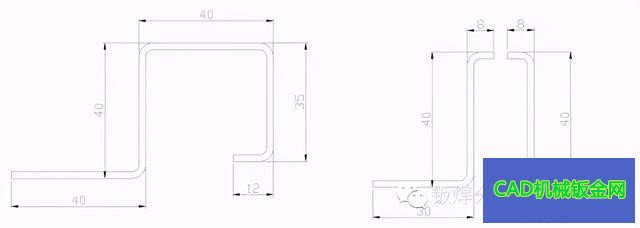
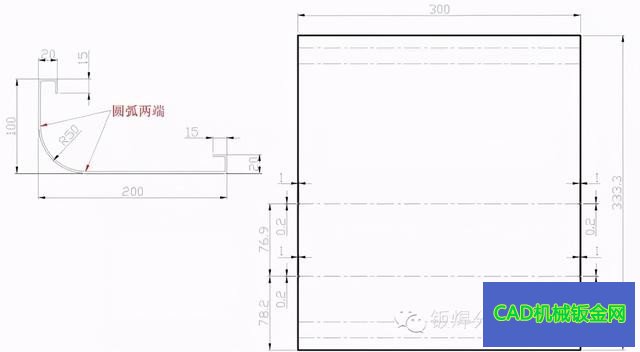
9、圆弧定位孔:圆弧两端的起弧点开定位孔。
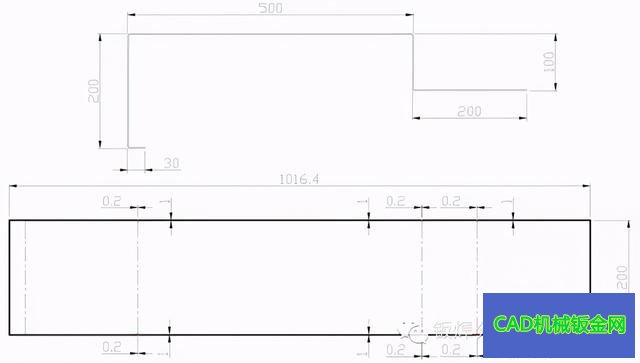
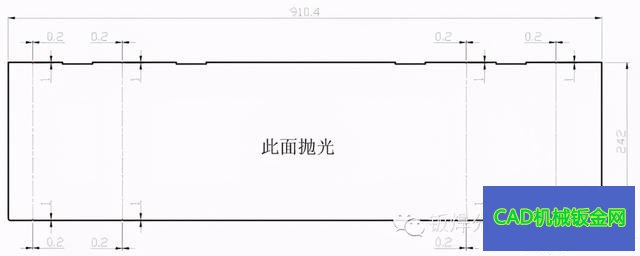
10、拉板类型:拉板类零件折弯位置全部开定位孔。
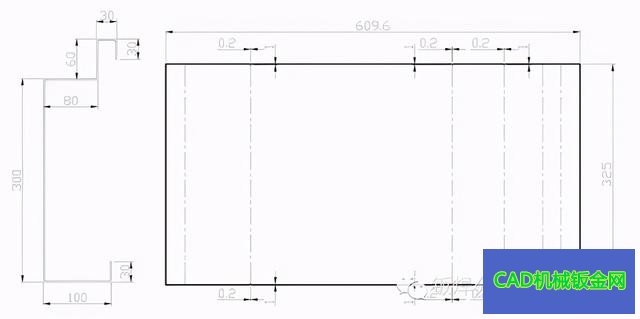
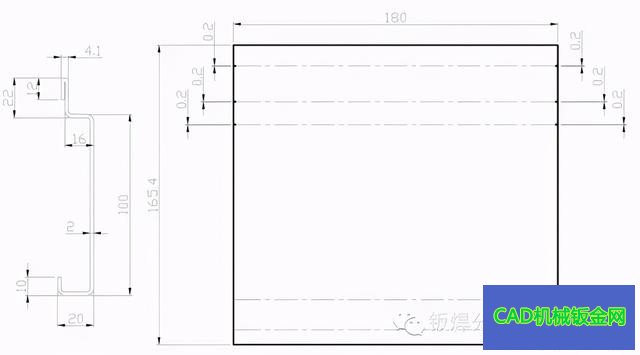
11、叠边类型:叠边类零件叠边位置开定位孔;依靠叠边继续折弯的尺寸位置开定位孔。

- 上一篇:老钣金工程师总结的钣金件拆分心得
- 下一篇:再发几点钣金折弯件拆分工艺心得
评论列表